
Prasowanie na gorąco po obróbce druk 3D ciągły materiał termoplastyczny wzmocniony włóknem węglowym
Prasowanie na gorąco po obróbce
| Chociaż klasyczny proces formowania przez osadzanie topione (FDM) ma nieodłączne zalety przy wytwarzaniu złożonych części konstrukcyjnych, komponenty wytwarzane przy użyciu tej technologii wciąż mają problemy z niewystarczającą wytrzymałością i niską odpornością cieplną. |
Aby zwiększyć wytrzymałość produktu, bardzo skuteczną metodą jest zastosowanie lekkich, wytrzymałych materiałów wzmocnionych włóknem. Niektórzy badacze mieszali cięte włókna z materiałami żywicznymi i przetwarzali druty wzmocnione włóknami do FDM. Chociaż typowy proces FDM odziedziczony przez takie cięte druty wzmocnione włóknami ma tę zaletę, że tworzy złożone elementy geomorficzne, jego zwiększenie wytrzymałości produktu nie jest oczywiste i nie jest w stanie spełnić wysokich wymagań wytrzymałościowych, których się spodziewaliśmy . W porównaniu z materiałami wzmacnianymi włóknami ciętymi, materiały wzmacniane ciągłymi włóknami mogą znacznie zwiększyć wytrzymałość produktu, ale ze względu na ciągłe ograniczenie włókna, metoda formowania nie ma możliwości tworzenia złożonych części konstrukcyjnych.
W celu rozwiązania wspomnianego powyżej problemu formowania zbrojonego włóknami ciągłymi, badacze MY i YK z japońskiego liceum specjalizowali się w projektowaniu i produkcji nowego typu dyszy wytłaczającej (rys. 1).
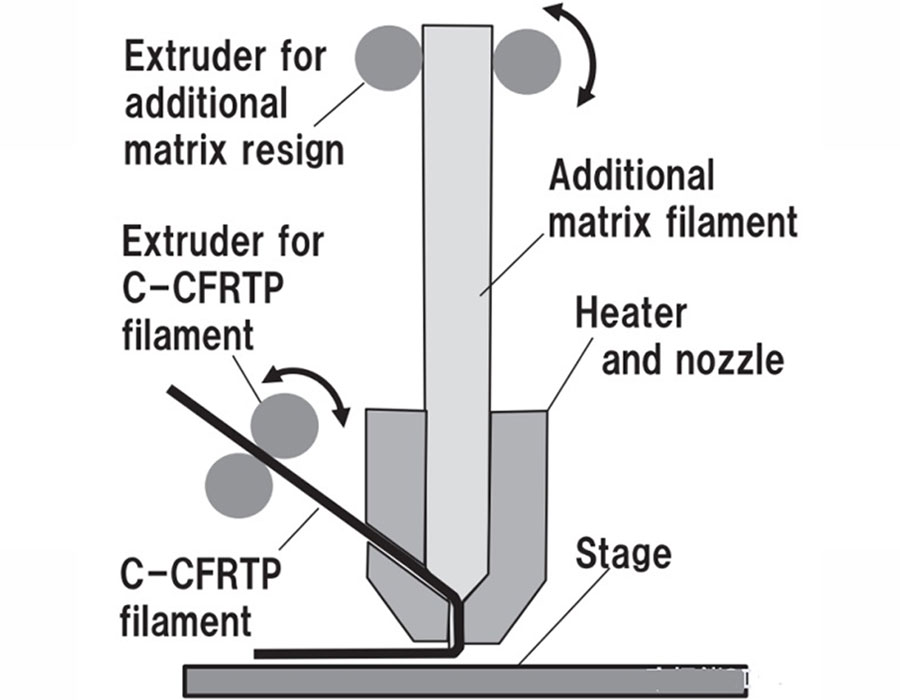
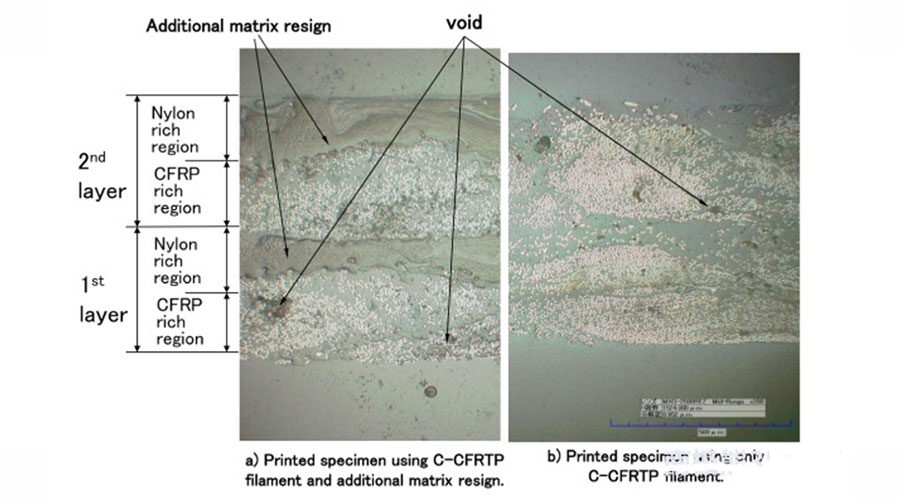
W przeciwieństwie do konwencjonalnego sprzętu wzmocnionego ciągłym włóknem, dysza wykorzystuje dwa urządzenia podające do kontrolowania podawania ciągłego drutu termoplastycznego wzmocnionego ciągłym włóknem węglowym i dodatkowego drutu z żywicy. Stosowany przez nich drut termoplastyczny wzmocniony ciągłym włóknem jest drutem wykonanym z włókna węglowego owiniętego PA6 o średnicy 0.3 mm, w którym zawartość objętościowa włókna węglowego Vf jest kontrolowana na 50%, a dodatkowym materiałem żywicznym jest nylon 645. -przekrój warstwy drukowanej przez dyszę pokazano na rys. 2. Dolna część pojedynczej warstwy jest materiałem termoplastycznym wzmocnionym ciągłym włóknem, a górna jest dodatkowym materiałem żywicznym. Jak widać na rysunku, dodatkowy materiał żywiczny może uzupełnić wzmocnienie włóknem. Żleb materiału ogranicza powstawanie pustych przestrzeni podczas drukowania.
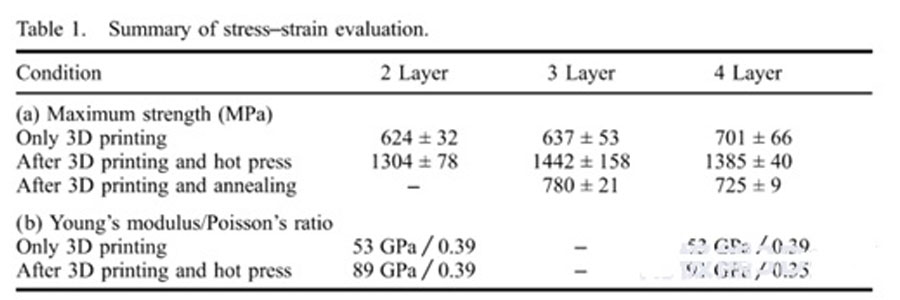
Ponadto MY i YK wykorzystały opracowane przez siebie urządzenia do przygotowania próbek rozciągania i poddały je próbom rozciągania mechanicznego. Wyniki badań wykazały, że moduł sprężystości E próbek osiągnął 53 Gpa, współczynnik Poissona γ 0.39, a wytrzymałość na rozciąganie σb 701 MPa.
Zgodnie z obserwacjami MY i YK spekulowali oni, że istnienie porów wewnętrznych w pojedynczej warstwie wypraski miało bardzo istotny wpływ na właściwości mechaniczne wyrobu i przyjęto, że następnie determinowali proces obróbki cieplnej zgodnie z naturą materiału do podgrzania próbki. I prasowanie na gorąco, aby wyeliminować porowatość wewnętrzną. Wyniki wykazały, że obróbka cieplna nie poprawiła znacząco wytrzymałości na rozciąganie próbki (20%), ale próbka po prasowaniu na gorąco miała podwojony moduł sprężystości i wytrzymałość na rozciąganie w porównaniu z próbką niepoddaną obróbce. Naukowcy uważają, że proces prasowania na gorąco eliminuje pory w monowarstwie i powoduje tak znaczny wzrost właściwości mechanicznych produktu.
Źródła: Yamawaki, M., &Kouno, Y. (2018). Wytwarzanie i charakterystyka mechaniczna termoplastycznego tworzywa sztucznego wzmocnionego ciągłym włóknem węglowym przy użyciu preformy za pomocą druku trójwymiarowego i formowania na gorąco. Zaawansowane materiały kompozytowe, 27(2), 209-219. doi: 10.1080/09243046.2017.1368840
Link do tego artykułu: Prasowanie na gorąco po obróbce druk 3D ciągły materiał termoplastyczny wzmocniony włóknem węglowym
Oświadczenie o przedruku: Jeśli nie ma specjalnych instrukcji, wszystkie artykuły na tej stronie są oryginalne. Proszę wskazać źródło przedruku: https://www.cncmachiningptj.com/,thanks!
 PTJ® zapewnia pełen zakres niestandardowej precyzji obróbka cnc Chiny usługi.Certyfikat ISO 9001:2015 i AS-9100. Szybka precyzja w 3, 4 i 5 osiach Obróbka CNC usługi obejmujące frezowanie, toczenie według specyfikacji klienta, możliwość obróbki części metalowych i plastikowych z tolerancją +/- 0.005 mm. Usługi dodatkowe obejmują szlifowanie CNC i konwencjonalne, wiercenie,odlewanie,metalowa blacha i cechowanie.Zapewnienie prototypów, pełnych serii produkcyjnych, wsparcia technicznego i pełnej kontroli.Służy motoryzacyjny, Aerospace, forma i oprawa, oświetlenie led,medyczny,rower i konsument elektronika branże. Dostawa na czas.Opowiedz nam trochę o budżecie Twojego projektu i przewidywanym czasie realizacji. Opracujemy z tobą strategię, aby zapewnić najbardziej opłacalne usługi, które pomogą ci osiągnąć swój cel, zapraszamy do kontaktu z nami ( sprzedaz@pintejin.com ) bezpośrednio do nowego projektu.
PTJ® zapewnia pełen zakres niestandardowej precyzji obróbka cnc Chiny usługi.Certyfikat ISO 9001:2015 i AS-9100. Szybka precyzja w 3, 4 i 5 osiach Obróbka CNC usługi obejmujące frezowanie, toczenie według specyfikacji klienta, możliwość obróbki części metalowych i plastikowych z tolerancją +/- 0.005 mm. Usługi dodatkowe obejmują szlifowanie CNC i konwencjonalne, wiercenie,odlewanie,metalowa blacha i cechowanie.Zapewnienie prototypów, pełnych serii produkcyjnych, wsparcia technicznego i pełnej kontroli.Służy motoryzacyjny, Aerospace, forma i oprawa, oświetlenie led,medyczny,rower i konsument elektronika branże. Dostawa na czas.Opowiedz nam trochę o budżecie Twojego projektu i przewidywanym czasie realizacji. Opracujemy z tobą strategię, aby zapewnić najbardziej opłacalne usługi, które pomogą ci osiągnąć swój cel, zapraszamy do kontaktu z nami ( sprzedaz@pintejin.com ) bezpośrednio do nowego projektu.

- Obróbka 5-osiowa
- Frezowanie CNC
- Toczenie CNC
- Obróbka przemysłowa
- Proces obróbki
- Obróbka powierzchniowa
- Obróbka metali
- Obróbka tworzyw sztucznych
- Formy do metalurgii proszków
- Die Casting
- Galeria części
- Auto części metalowe
- Części maszynerii
- Radiator LED
- Części budowlane
- Części mobilne
- Części medyczne
- Części elektroniczne
- Obróbka na miarę
- Części rowerowe
- Obróbka aluminium
- Obróbka tytanu
- Obróbka stali nierdzewnej
- Obróbka miedzi
- Obróbka mosiądzu
- Obróbka super stopów
- Obróbka podglądowa
- Obróbka UHMW
- Jednolita obróbka
- Obróbka PA6
- Obróbka PPS
- Obróbka teflonowa
- Obróbka Inconelu
- Obróbka stali narzędziowej
- Więcej materiału




